
Making Replacement Carriage Stop Bodies for the South Bend Lathe
You may know that it is not difficult to break the carriage stop for the S.B. lathe. Run into it under power enough times and it is just a matter of time before you have two pieces instead of one. With 14 lathes in the hands of high school students I realized at the end of the school year that I had more broken carriage stops than usable ones. Not all were broken this school year but they do add up over the years.
These are the broken carriage stops. They are all broken but the one in the upper left is REALLY broken.
The last time we checked with S.B. they wanted $450.00 for new carriage stops. Way outside our budget! I decided to make replacements for the broken parts from cast iron bar stock. I had talked to the folks from Peterson Steel (Worcester MA) at EASTEC and gave them a call.

I went up to Peterson Steel in Worcester MA to pick up this piece of Dura Bar cast iron. Peterson's will sell short and small pieces to the general public. I called and asked for a piece 3.25 by 3" by 36 inches long. They said it would take a couple of days to get that specific size cut but if I could use 3.5 by 3" by 56" long I could come up that day to pick it up. Price was $147 vs. $95 for the size that I wanted so I figured that it is not like the left over would spoil so I agreed to take the larger piece. This photo shows the stock in the power hack saw. I cut 10 pieces to 3" plus and have this piece left over.

This photo shows the squaring up of the block. It has been a LONG time since I smelled hot cast iron. Took me back to my apprentice days I can tell you.

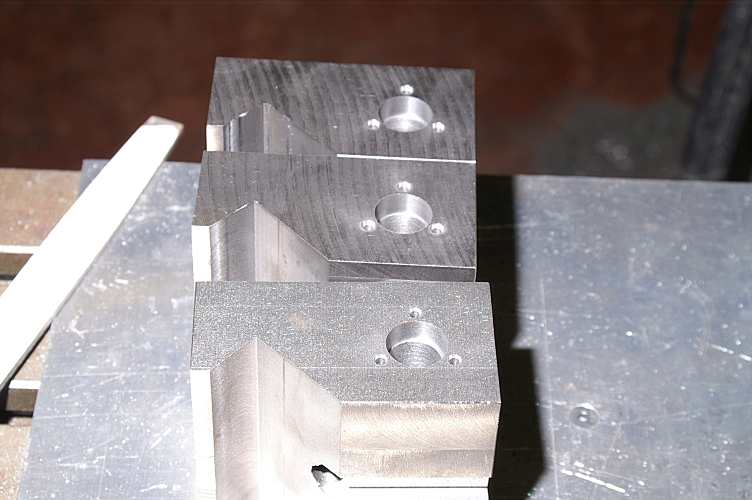
To the left are the blocks that have been squared up.

After the blocks were squared I set up a B'port to mill the V groove.

My preference is to tilt the head forward 45 degrees. Of course you could tilt the head left or right to the same angle and mill using the Y axis but I prefer doing it this way.

Depth of the V groove was not critical but I when doing a job like this I find that the more uniform I can make each piece the easier it is to do the subsequent machining processes. Measuring over a piece of round stock let me make the depth of each V groove within +/- .005. Plenty close enough for this job.
Also seen clearly in this photo is the stop I have clamped to the vise jaw. I am a BIG believer in getting every piece in the vise as much the same as possible. My philosophy is that if you are doing more than a one off use a stop to keep everything uniform. In this case I had written a simple G code program to move the tool back and forth so it was helpful to have the pieces in the vise uniformly. Geez Louise I am getting too lazy to hand crank the table.

Here are all ten pieces with the V groove milled.

I recently made these table covers for all the B'port mills on this side of the shop. The curved end lets the cover fit nicely around the base of the vise and when clean up time comes just lift off the cover and dump the chips in the barrel. The cover is held in place by two 5/8" slugs bolted to the bottom of the cover with 10-24 F.H. screws so that the screw heads sit flush with the surface of the cover.



I center drilled (not shown), then drilled the bolt holes 3/8" and counter bored for the allen bolt heads. Then the holed were re-drilled to .390 diameter for bolt clearance. I looked long and hard but was unable to find a counter bore with a .390 pilot so I had to do it as a two step process.


To the left is a clip on spindle stop. A darn handy gadget to have. The right photo shows the vise stop clamp. Both items purchased from the "Chinese tool guy" at Cabin Fever or maybe it was NAMES.

Milling the slot.





Once the V grooves were all milled I set about drilling and reaming the 5/8" through hole. To locate the hole relative to the V groove I turned the brass plug and holding the carriage stop body firmly on the way and holding the brass plug in the correct location on the pad I super glued the brass plug to the body. I then picked up the center of the bar shown in the V groove in the first picture on the left, set X0, Y0 and moved over and picked up the brass plug. The distance on both axis were within a couple of thou of what I had calculated.

Next step was to mill a .6875 x .312 deep counterbore. I did all ten pieces on one end and called it a day.

Drilling and tapping three holes on each end of ten pieces. Sixty holes done in short order. Gotta love CNC machinery. Back in the day I had no problem manually moving from one hole to another, without even a DRO :), but hitting the GO button between each hole beats that all to heck.


Milling the slot that the adjusting wheel goes into. It has been a couple of years since the old Brown and Sharpe mill has been used but some oil and cleaning and she fired right up. The table was swung off at an angle since I had been demonstrating how a universal mill can be used to mill flutes and so on so I had to align it with the column and the vise had to be indicated in but that all got done in short order. A search of the storage shelf out in the shed turned up a six inch x .500 cutter and we were off to the races. As I progressed I realized that the "milling the slot:" step shown above was a waste of time since this operation ran in the same spot as that groove. Well, live and learn.
 Milling the slot for the small key that prevents the rod from rotating.
Milling the slot for the small key that prevents the rod from rotating.
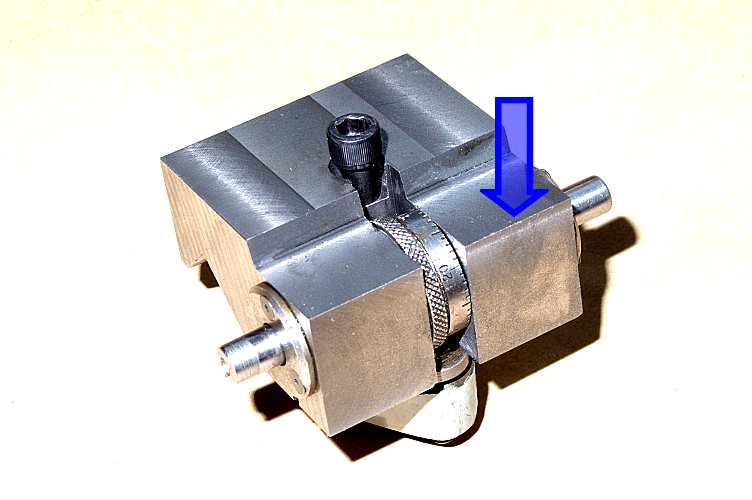
Next up will be rounding off the corner indicated by the blue arrow to a .6875 radius. I hope to do this on the three axis CNC mill but haven't done hardly any of that sort of work so it will be a challenge. Just getting the drawing done in 3D in Mastercam is proving a challenge.
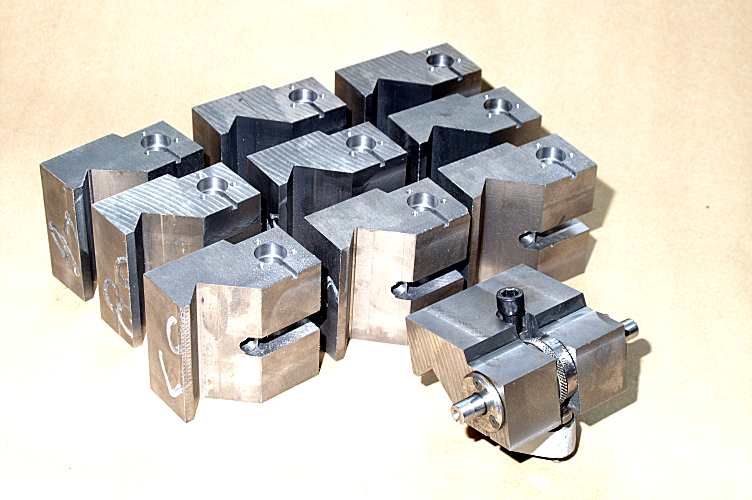 Here are all ten of the bodies done except for rounding the sharp corners.
Here are all ten of the bodies done except for rounding the sharp corners.


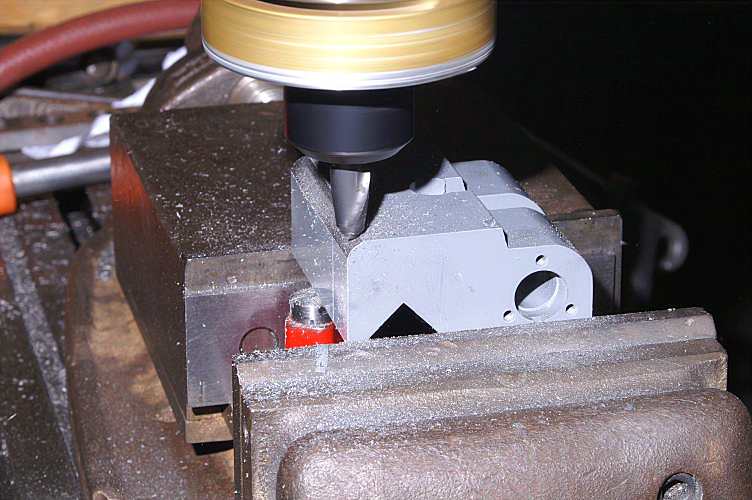
(L) Milling the .6875 radius and (R) the part that appears blue is actually primer gray. Next task it to program and mill the .250 radius on the other top corners. I drew the body in MasterCam and managed to create the surfaces needed. The program is probably able to do the tasks in short order, if only I knew more about using it! Anyway, I toolpathed the .6875 radius and set to work milling it on the Southwestern Industries DPM mill. Using a .500 carbide ball end mill it took about 33 minutes to do each part. The G code listing ran to 16 pages. I found, upon examining the listing and observing the cuts, that there were a LOT of empty cuts as created but at that point I went forward.
This picture shows the milling of the .250 on the long edge. I had gone home after milling the parts as described in the previous step and decided to try my hand at writing the code from scratch. Time to do this edge was about 4 minutes. A great improvement! I had no empty cuts and the parts went right along. Using a .025 step on the Z axis left a series of small steps that were easily cleaned up on the belt sander.

Final milling was done on the two short edges. I used the same program as for the long edge and was very pleased with the result.

One concern that has occurred to me is that I may have gone over board in making these new bodies kid proof. On the right is an original carriage stop body. Notice the thickness of the section indicated by the arrow, the section is about .500. This is where these things fail when you run into them too hard. On the left if one of my new units with a thickness of .875. Comparing the same section thickness I am wondering if S.B. designed these thing to fail on purpose to prevent damage to some other part downstream in the lathe. Your thoughts? errol.groff@snet.net
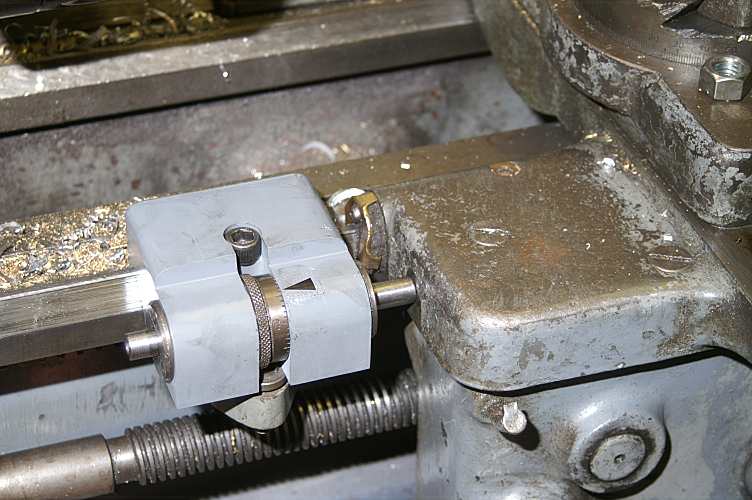
Ahhh. The finished product in use. On this one I made a small vinyl arrow and stuck it on the body then sprayed a light coating of Krylon Crystal Clear. I don't think that it will be very permanent however and I am thinking of drilling and reaming a small hole and dropping in a piece of brass rod, rounded over on the end as a marker. On two other pieces I made a small stencil and spray painted a black arrow on the body. Not too thrilled about that style either.
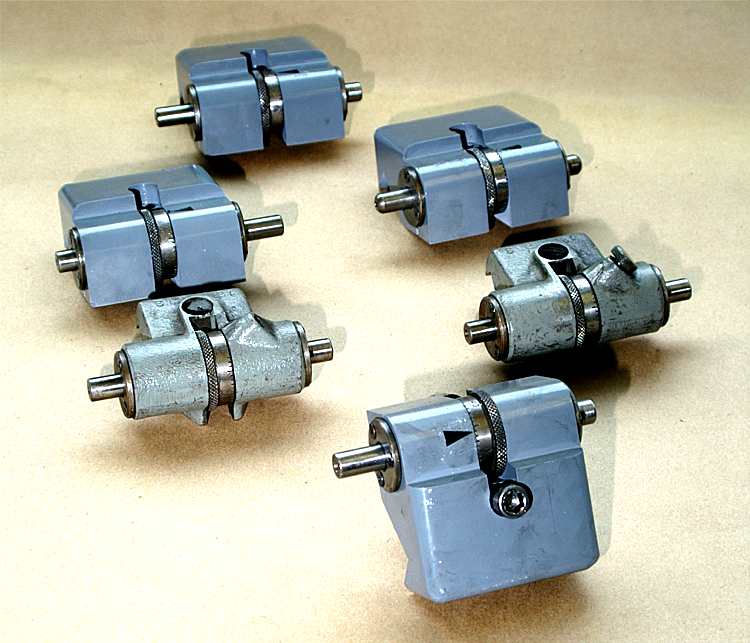

Some more pictures of the finished pieces. Also shown are the two surviving original stops that have survived the wars.
Click HERE to get the PDF drawing of these stops
Dave, on the S.B. Yahoo group asked about the long times to machine the long edge of the part. I drew up this picture to illustrate the machining action. The long sequence was just a result of how the MasterCam post created the G code listing.
Click HERE to see the PDF of the machining action (just a drawing not some huge animation file)
Fellow NEMES member Bob Niedorff sent along these pictures of carriage stops he made for his Logan lathe. Proving once again that there are many ways to skin a jellyfish.


